
Eads Bridge (St. Louis)
Eads Bridge, named after its designer and builder, James Buchanan Eads, is a combined road and railway bridge over the Mississippi River connecting St. Louis, Missouri and East St. Louis, Illinois.
Construction was authorized to start in 1867, and was completed in 1874.
The width and power of the Mississippi River at this location imposed massive demands on the designer. Eads responded with great advances in bridge technology, and with some novel ideas.
- It was the first bridge to use steel on a large scale, including alloy steel (although wrought iron was also used).
- Its underwater foundations were the deepest to be constructed at the time.
- Its arches were the longest rigid spans built at the time (500, 520, and 500 ft).
- The erection of the arches involved the use of the cantilever principle on a very large scale. It is not a cantilever bridge, but the arches were built by cantilevering them out from the piers, with temporary support from wooden towers. This method avoided the use of falsework (wooden centering under the arch), necessary to keep the waterway clear for river traffic.
- The design placed extraordinary demands on the manufacturers, in terms of meeting the requirements for material properties and acheiving the required accuracy of machining of the numerous large components. There was a high risk that the requirements could not be met without considerable overspend.
A valuable feature was a degree of redundancy in the structure, which allowed damaged or wasted parts to be removed for repair or repalcement. During the most recent repairs, completed in 2016, 500 tons of metalwork were replaced.
The bridge was built by the Illinois and St. Louis Bridge Company. The Keystone Bridge Co of Pittsburgh was contracted to provide the steel for the bridge and assume all risk associated with its erection. The company's president, James H. Linville considered the project unsafe and impractical, but Andrew Carnegie, then a vice president with Keystone, wanted the project. Keystone subcontracted the work to the Butcher Steel Co of Philadelphia; and Carnegie & Kloman, Carnegie's own company, contracted to supply the wrought iron.
The caissons for the pier foundations were built by Eads' former salvage company partner. Use was made of iron plates cut from the salvaged U.S. Civil War ironclad Milwaukee, which had been designed and built by Eads. The masonry contractor was James Andrews of Pittsburgh.
Critics of the proposals had every right to be sceptical. Eads had not designed a bridge before, and this bridge required standards of precision engineering which were extraordinary - and probably excessive - in a large structure, and which required the use of high strength steel on scale which was probably unprecedented in the USA. Eads specified exacting standards for the steelwork, and demanded proof by rigorous testing. This posed major difficulties for the contractors, who had not priced accordingly, and encountered severe difficulties in meeting the requirements. All told, the project involved a high risk of technical or financial failure.
From an engineering point of view, the details of the structure are fascinating. The challenges faced were immense, and the efforts made to overcome them are a credit to all concerned. Fortunately a highly detailed account was produced by Calvin M. Woodward and published in 1881, and running to nearly 400 pages[1]
While construction was under way, readers in Britain were kept informed of progress in the journal Engineering, which published advanced proofs of Eads's reports to the President and Directors of the Illinois and St. Louis Bridge Co.
For a more compact overview, see here for a recent illustrated description of aspects of the structure. The cross-sectional drawings of the tube members are particularly helpful.
According to one source (HAER)[2]: 'Chrome steel was tested for the envelope or shell plates for the arch tubes, but was found to be too brittle. A trade metal, called "homogeneous steel," was finally secured with adequate strength and ductility. Crucible steel was specified for the 6,216 staves to be placed within the hollow steel arch tubes, but crucible steel had never been fabricated in such large pieces and the Butcher steel works could not produce it satisfactorily. After six months of testing some 6,000 staves using the testing machine designed by Eads' assistant engineers, which Eads had installed at the Butcher facility in Pittsburgh, none met the test of 60,000 pounds per square inch. Chrome steel was then experimented with in place of the crucible steel for the staves, which consumed another six months. Finally, a British metallurgist was brought in to supervise mixing and melting the chrome steel, and work progressed slowly but satisfactorily.' However, another source[3] states that the improvement resulted from Eads having arranged for Butcher to produce the steel under Julius Bauer's 1865 patent, with guidance from C. P. Haughian of the Chrome Steel Works. Continuing: 'The first stave was rolled on May 1, 1871 and the first batch of staves was accepted on March 1, 1872.'
Note: The "homogeneous steel" referred to above was presumably carbon steel produced on a large scale using the Bessemer process. Crucible steel was a much more expensive material. Some sources describe the arch staves as being made of cast steel. This is correct in that 'cast steel' was a term long applied to 'crucible steel', but the staves were not steel castings - the crucible steel ingots were hot rolled to produce plates.
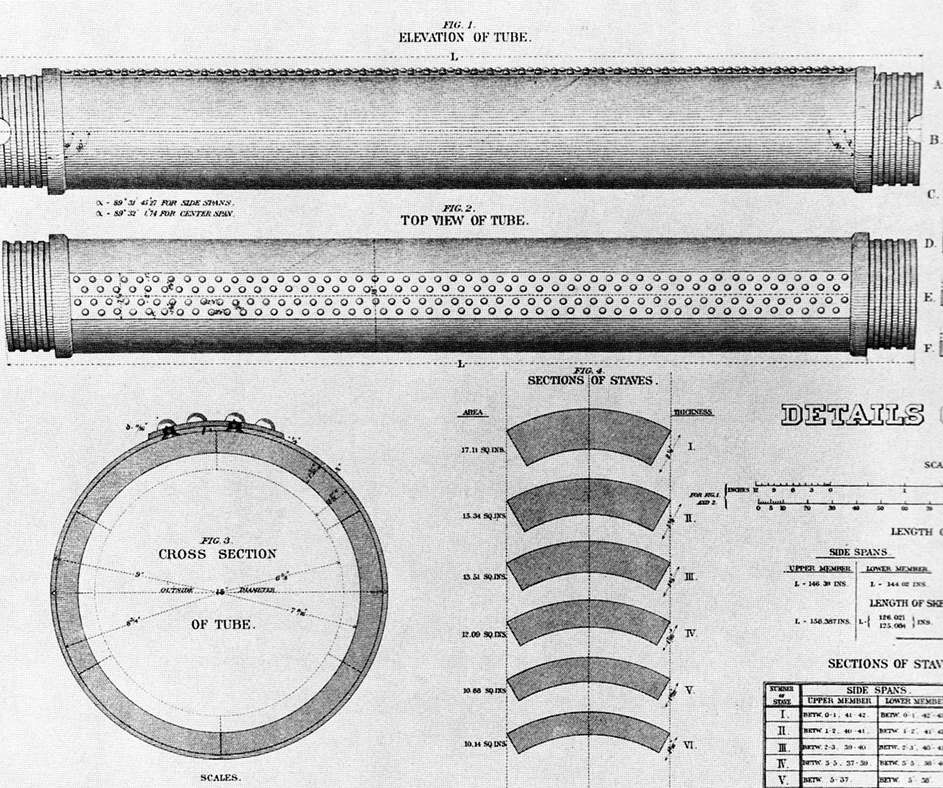
The staves were used to make the ~12 ft long tubes which were connected to form the arches. Six staves were assembled, as in a barrel, to form each 18" diameter tube.
Visually, the arch ribs appear to be made from riveted tubes. In fact the cross-sectional drawings referred to above (here and here show that the relatively thin tubes serve to enclose and bind the thicker staves together. It is the staves which take the compessive load in the arches. We can assume that the binding tubes are made from the 'homogeneous steel' referred to above, while the staves are made of high strength chromium steel.
{kind=link}
{kind=link}
With the passage of time, questions were raised about whether the staves had been made from alloy steel at all. This was settled in 1928, when holes were drilled through all the main tubes to inspect for corrosion. Analysis of the drilled swarf (presumably from the staves, not the enclosing tubes) confirmed the use of alloy steel, with 0.6% chromium and 0.8% carbon[4].
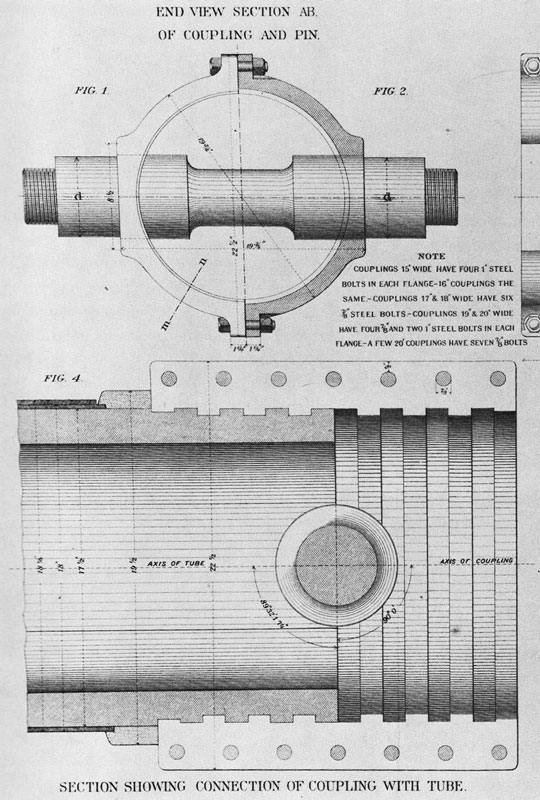
Various thicknesses of staves were used, according to their location in the arch. The ends of the staves protrude beyond the sleeves, and a series of four circumferential grooves is machined in the outer surface of the staves. The end faces of the staves are machined flat to butt against the neighbouring assembly. However, the faces are not machined square to the axis: rather, they are machined at a slight angle, so that when all the tubes are assembled together, they form an arch (not a true curve, but corresponding to a multi-sided polygon). The groups of staves were connected together by couplings, having ribs on the inside which engaged with the groove in the staves. The couplings were in two halves, with a bolted flanged horizontal joint. A short, thin ring was fitted between the face of the coupling and the binding tube. The couplings also had another vital role: they accommodated the pins on which the tie bars were fitted to connect the upper and lower arch members.
Returning to the HAER Paper: 'Getting the specified strength on the eye bars proved difficult and a compromise was reached to settle for a lesser strength steel at a reduced price, but of a greater thickness to compensate for the reduced strength. Difficulties also surfaced in making the 1,012 tube couplings of rolled steel which were ordered on October 24, 1870. The first ingots cast on November 25, 1871 cracked in rolling, and it was not until after extensive experimenting that acceptable couplings were turned out on January 2, 1872, when steel was used for the lower castings and wrought iron was used for the upper castings.'
Additional information on the application of iron and steel in the bridge
Some examples of the difficulties experieinced, condensed from Eads's reports:-
The Keystone Bridge Co (contractors for the superstructure) made slow progress, owing chiefly to delays in obtaining the proper quality of steel and iron for the work. The contract for steel was let by them to the William Butcher Steel Works, near Philadelphia. Extensive additions were made to the works, consisting of buildings, furnaces, rolling-mills, straightening machines, etc. Unforseen delays occured in obtaining and commissioning the machinery. The first large forgings required by the bridge were steel anchor-bolts of 5 3/4" diameter, and from 22 ft to 36 ft long. The first bolts were found to be of inferior quality and broke in testing. They were to be tested with a load of 519 tons, twice as much as the maximum to be applied in service. The testing machine itself was broken twice, and the weakness of the bolts remained unrevealed while repairs were being carried out. In one failure, a piece of one of the bolts, which weighed over 1000 lb and was 20ft long, was shot out of the machine like an arrow, travelling many feet. Many bolts had been made before the testing machine was repaired and could reveal these defects. Having then found the bolt problems, new mixtures of steel had to be tried, and greater care was used in its manipulation.
Production of the steel staves was enormously problematic. A great deal of trial and error was involved in the process of rolling the staves. It took six months before any staves could be offered for testing. When this was done the steel proved inferior. 'Repeated changes had to be made in mixing the steel. When a satisfactory mixture was obtained it was only then discovered that the same degree of strength was not present in all the staves made from it. This was believed to result from a want of proper care in melting and in forging the ingots, and in second heatingfor rolling. No doubt the difference in the degrees of heat applied to the perfect and imperfect ones altered the proportions of carbon and iron , or their relations to each other, and thus caused a decided difference in the strength of the staves thus made from the same formula.'
'..... This unfortunate experience induced that company to endeavour to find some other method which would insure with less skill and caution a greater uniformity of product. With this view experiments ·were commenced at the works recently in making chrome steel under the patents of Mr. Baucr. These trials were under the direction of Mr. C. P. Haughian, the superintendent of the Chrome Steel Company, and were attended with the most satisfactory results. An arrangement has since been made with the patentee for manufacturing this steel. Chromium unites with iron and forms an alloy, similar in its proporties to steel. Chromium is quite different from carbon in some important particulars. It is a metal, while carbon is not. It has little or affinity for oxygen, and is not affected by excessive heating, while carbon has a great affinity for it, and by the application of heat it is liable to be burnt out of the steel. One hundred trial staves were made last month of chrome steel, under the directions and from the formula of Mr. Haughian. They were all beautifully and perfectly rolled, and there was no failure in any one of them to stand the test required. This steel comes from the rolls much more smoothly than the carbon steel, and it works quite as easily, being capable of sustaining a greater degree of heat than the carbon steel, it takes the form of the rolls more readily.'
'Tests mado of this steel by me, before the contract was made with the Keystone Bridge Company, satisfied me that it possessed qualities eminently suited for the bridge superstructure'.
'In 1869 Mr. Haughian allowed me to be made acquainted with the entire process of manufacturing chrome steel. Commodore J. W. King , of the engineer corps of the navy, now Chief of the Bureau of Steam Engineering, kindly volunteered to investigate the subject for me, and on my personal pledge that Mr. Haughian's trade secrets should not be revealed, Commodore King and my chief assistant, Colonel Flad, were allowed to pass forty-eight hours in the closest inspection of the works, during which time they weighed out the proper mixtures, placed them in the crucibles, melted them, cast the ingots, and had the steel finished by the hammer, all being under their immediate supervision. An elaborate confidential report was afterwards made by them to me of their observations and experience. As it was, however, a patented manufacture, and made by but one establishment, to have required it to be furnished by my specifications would have been equivalent to compelling the Keystone Bridge Company (whose contract with your company was made before my specifications were complete) to forego all competition in obtaining the steel ; and as several other makers expressed the fullest confidence in their ability to furnish an equally reliable steel, it seemed but fair to state the necessary qualities which the steel should possess, without prescibing any special formula that would restrict competition. I did not feel justified in assuming that crucible carbon steel of the qualities and forms required could not be readily made, when I was assured of the contrary by some of the most emminent steel makers in America. I was so fortunate as to be permitted to make a careful personal examination of Mr. Krupp's great works in Prussia, and also the mammoth works of Messrs. Petin Godet and Co., in France, and was also assured by tbe managers of both of them that our requirements were entirely practicable with carbon steel. I did not, however, hesitate at any time to express my belief that the chrome steel was most likely to meet the requirements of the bridge; nor am I justified now, perhaps, even with the experience developed at the Butcher Steel Works, in asserting more than my opinion that carbon steel cannot be made with as equal regularity and uniformity as the chrome steel. I think the sequel has proved that it was unfortunate for your interests that a contract for chrome steel was not made at first, for the unsuccessful attempt to supply the carbon steel for the bridge by the William Butcher Works has seriously delayed its completion. While this disappointment has resulted in great loss to you by the delay it has involved, it must have inflicted serious damage upon the William Butcher Company. The honourable disposition shown by the latter company to discharge the obligations of their contract with the Keystone Bridge Company, and furnish a quality of steel fully equal to their agreement, not withstanding their many unexpected losses and disappointments, certainly merits your considerate notice. The president of the company, Mr. Samuel Huston, has repeatedly assured me of the determination of himself and his sociates to supply the bridge steel as promptly as possible ; and that they asked no abatement in its quality , but were resolved to make 1t fully equal to the requirements of the contract, cost what it would.'
'Acting up on this commendable determination, that establishment has contracted to pay Mr. Haughian a royalty of 15,000 dols. for the right to make chrome steel for your bridge; and I have been assured by Mr. Huston that henceforth no other kind of steel but this would be made for it. From what I know of the manufacture of chrome steel, and from the tests of anchor bolts, staves, and envelope plate-steel already made at the William Butcher Works, from the formulas of Mr. Haughian, I feel every assurance that the difficulties in the way of supplying the steel for your bridge are now surmounted. The steel we are now testing is of a qualty entirely satisfactory, and the workmanship is un exceptionable. The tests made of its ultimate tensile strength are considerably in excess of the specifications. In compression almost any degree of resistance can be obtained by the addition of chrome. To avo1d unusual difficulty, however, in finishing the steel in the lathes, it is only made made sufficiently hard to meet the requirements of the specifications.'
The above information is condensed from Eads' report of 1 October 1871 [5]
C. M. Woodward provided more information on the saga of the staves and the bolts. All the staves were rolled from ingots by Butcher & Co. After overcoming immense problems in obtaining the required shape, the carbon steel staves were found on test to fall far short of the required strength. Following the problems with the carbon steel staves, it was decided to try chromium steel ingots obtained from the Chrome Steel Co. They were rolled and tested very satisfactorily. 'Mr. C. P. Haughian, the superintendent of the New York company, offered to come over to the Butcher works and make a hundred staves exactly like them without a single failure, provided they would give him $25,000 for the use of his patent if he did what he promised. Mr. Butcher's lack of success both with bolts and staves led the officers of the company to seriously consider this proposition, and an arrangement was effected on the 6th of August, 1871. By the terms of this agreement Mr. Haughian was to superintend the necessary mixtures at the Butcher works and the manufacture of a hundred chrome-steel staves and some chrome-steel bolts until the use of his mixtures should be well understood. For his services and the use of his patent he was to receive $15,000. In recognition of this contract and to help the Steel Company out of its difficulties, the Bridge Company agreed to give the Butcher Company a bonus of $10,000 provided they should complete the delivery of the Bridge steel in accordance with their agreement with the Keystone Bridge Company, .....
'..... On the 18th of August staves were rolled from ingots of chrome steel cast at the Butcher works; on the 23d the first chrome-steel ingot for anchor-bolts was cast. Inspector Fitch wrote: "Nine chrome and eight carbon staves were rolled. The chrome staves looked fair, but not equal to the two sent from New York. The carbon staves were an improvement." Two of the thick staves rolled of Mr. Butcher's carbon steel showed good results, sustaining 60,000 pounds per square inch without injury. On September 12 the maximum compression to be applied to staves was reduced to 55,000 pounds per square inch, and the next day to 50,300 pounds. On the 21st of September Mr. Fitch finished the testing of the entire lot of one hundred staves. Not one had failed to stand the test in the machine through weakness of the metal. The modulus of elasticity of the steel in the chrome staves averaged about 29,000,000, and of the carbon staves 30,000,000. ....'
'..... The great strength and hardness of the first specimens of chrome steel used was remarkable. Mr. Haughian cast an ingot at his works in New York and sent it to the Butcher works, where it was forged into an anchor-bolt and tested. It stood the test of 40,000 pounds per square inch without injury, and was sent to Pittsburg to be finished. The end projections were turned down and screws were cut on each end. Mr. Baily, the assistant steel-inspector at Pittsburg, reported that this bolt required thirty-four hours for turning down the ends and cutting screws; the carbon-steel bolt of the same size took only sixteen hours. He added: "If the staves and pins are not made softer than this, it will make rather a serious delay." The strength of the steel was shown by the small specimens cut from each end of the first two chrome-steel bolts cast at the Butcher works. These specimen bolts broke under tensile strains of 142,900, 142,800, 119,000, 161,900 pounds per square inch respectively.
But the end of difficulties was by no means reached. Not to mention the insuperable obstacles encountered in rolling the couplings, it was not exactly "plain sailing" in other matters. On the 21st of September Mr. Fitch telegraphed: "Gas-flue leading to heaters of rolling-mill exploded last night." The mill was disabled for over a month. The same day the chrome-steel anchor-bolt made by Mr. Butcher was tested. It broke at the largest section at a strain of 16,800 pounds per square inch. Mr. Haughian's bolt made at the same time had stood the test of 40,000 pounds. The next day the pulling-bolt made of chrome steel by Mr. Haughian for the testing-machine broke across the thread at 40,000 pounds per square inch on the anchor-bolt. ....'
'Mr. Butcher seemed quite dispirited by his lack of success, and the works reflected the feelings of the superintendent. The need of a reorganization and a change in the management of the works was so apparent that a change of superintendent was made on the 1st of October. Mr. Butcher retired and Mr. W. F. Durfee took charge. Under Mr. Durfee things began to mend. A new foreman was employed in the forging-shop, and a skilful metallurgist in England was at once sent for to take charge of the melting and mixing of the steel. He arrived at his post about November 1. November 29 Mr. Fitch writes: "The young man who came out from England to take charge of the melting-shop gives good satisfaction, and the stock he turns out is much superior to the old lot." From this time forward no serious difficulties were met with in the manufacture or testing of staves.'
Main Braces
The main braces (eye bars connecting the upper and lower arch members) were forged from wrought iron. A minimum ultimate tensile strength of 60,000 was specified. Eads reported in October 1871 that the contractor (name not stated) had failed to meet this requirement, and that he expected that Keystone would place the order elsewhere.[6]
To be continued......
See Also
Sources of Information
- ↑ [1] 'A History of the St. Louis Bridge; Containing a Full Account of Every Step in Its Construction and Erection, and Including the Theory of the Ribbed Arch and the Tests of Materials' by Calvin M. Woodward, 1881. Transcribed by Northern Illinois University
- ↑ [2] HAER No. M0-12. The Eads Bridge Spanning the Mississippi River, St. Louis. Historic American Engineering Record. National Park Service, Department of the Interior, Washington DC, pp.14-15
- ↑ [3] 'The Designing of the Eads Bridge' by John A. Kouwenhoven: Technology and Culture Vol. 23, No. 4 (Oct., 1982), pp. 535-568. Published by The Johns Hopkins University Press and the Society for the History of Technology
- ↑ [4] ASTM Symposium On High-Strength Constructional Metals, 4 March 1936: Contribuition in 'Discussion' by Ernest E. Thum, p.25
- ↑ [5] Engineering, 5 Jan 1872]
- ↑ [6] Engineering, 19 Jan 1872